
联系人:植先生
手机:13679829857
QQ:401810242
邮箱:401810242@qq.com
地址:佛山市南海区狮山白沙桥第二工业区二号车间
网址 : yikudq.net

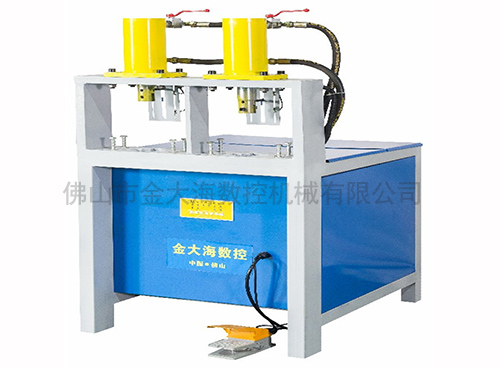
不要只看价格,要从质量,周期全方位考虑数控冲孔机制造过程中,大致可分为十大类。爬架冲孔机根据零件材料、物理化学性能、机械强度、尺寸精度、表面光洁度、使用寿命、经济性等不同要求,济南不锈钢数控冲孔机选择不同类型的模具成形。有些零件由于成型时有特殊要求,数控冲孔机还需使用热流道,气辅成型,气缸等先进的工艺。专业不锈钢数控冲孔机快盈v3一般大型冲压模具要考虑机床是否有压边机构,甚至边润滑剂、多工位级进等。爬架冲孔机不要只重产品设计,忽视模具使用寿命。

先要遵守数控冲孔机的安全操作规程,当冲孔设备就位后要将底盘垫平稳,冲孔机架要垂直,并按施工用电要求做好接地保护。其次,济南不锈钢数控冲孔机价格在开始工作前要仔细检查各个部件是否配置适当,紧固部分是否出现松动脱落的现象,如果有异常要及时进行正确处理。数控冲孔机通常都设置有多种保护装置,不锈钢数控冲孔机在开始操作前要确认这些保护装置都能够正常发挥作用,这样能够提高数控冲孔机在操作时的安全防护性能,有效降低操作中的意外事故发生率。除此之外,操作人员还要按照要求佩戴好各种防具、清理机台上面以及周围一定范围内的杂物,无关的人员在冲孔机运行时不要靠近工作区域。
为了更好的发挥管材冲孔机的性能,管材冲孔机在使用的时候,还有后期维护的时候需要注意哪些事项呢,管材冲孔机的油液需要定期进行更换,基本上,每年都需要更换,济南专业不锈钢数控冲孔机其时间要少于3个月,也就是说三个月以内就需要对其进行更换了。向防护保险装置,润滑等部件也要尝尝看一看有没有什么问题,还有相关的紧固的螺钉等是不是出于牢固的状态,有没有松动的迹象。不锈钢数控冲孔机价格当机械运行结束之后,要将电源切断,对机床进行擦拭。总之,在日常使用管材冲孔机的时候需要特别的注意,还要定期的检查维修,这样才能确保管材冲孔机能够高效,正常的运行。
调试时不需进料,但有必要先将引导板上的引导螺丝往上调,然后用寸动方法将冲床撞槌渐渐调至下死点,一起有必要特别注意引导板不可将起浮杆压下太低,否则会形成起浮杆曲折或折断。专业不锈钢数控冲孔机价格发动冲床连续冲压时,有必要以顺时针方向旋转nc伺服送料机的速度调整螺丝,滑块运动稍慢,这么才能够看清滑块往复移动时是不是碰到尼龙垫片与长度微调螺丝。不锈钢数控冲孔机快盈v3假如滑块往复移动时,全自动冲孔机,只碰到长度微调螺丝没有碰到尼龙垫片,这是起浮杆降低太深,需将冲床上的引导螺丝渐渐往上调。

空间要求不锈钢冲孔机能—次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。济南不锈钢数控冲孔机快速重调要求 数控冲孔机加工可通过快速更换加工程序而变换加工对象,为减少更换工装的辅助时间和贵重设备等待闲置时间,不锈钢数控冲孔机价格在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率




 快盈v3 手机:13679829857
快盈v3 手机:13679829857 邮箱:401810242@qq.com
邮箱:401810242@qq.com 地址:佛山市南海区狮山白沙桥第二工业区二号车间
地址:佛山市南海区狮山白沙桥第二工业区二号车间